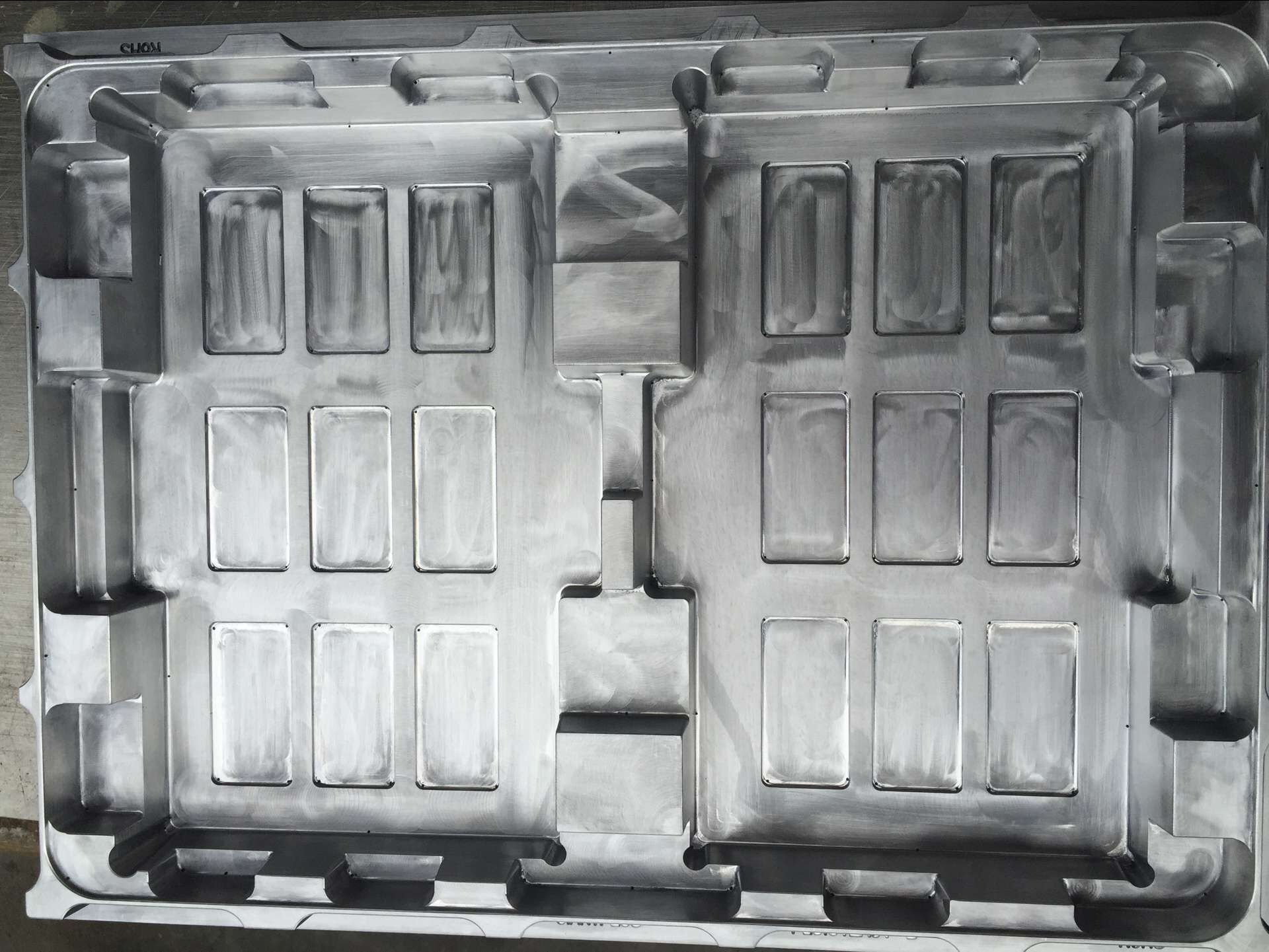
很多人都认为,吸塑铝模表面处理得越光滑,成型的制品就越有光泽。其实这个是错觉,达到最佳的成型效果是要模具保持一定的温度和模具表面保持合适的粗糙度。如果把模具表面处理成镜面,表面太光滑,气体不能从模具和物料间逸出,片材粘贴模具留下痕迹、抽气困难、形成积气、波纹状痕迹、脱模困难等不良现象就会出现。模具表面保持一定的粗糙度,对成型过程的疏气,片材附着有一定的帮助。
吸塑铝模模具的粗糙度要根据片材的特性和对制品透明度的要求而决定。粗糙度通常为Ra=0.8~1.6μm,对制品透明度的要求比较高的取用Ra0.8μm。
砂纸打磨工艺处理模具的表面,可以使用600~800CW的油砂或砂纸。若成型制品彩色或亚卷的可以使用240~320CW砂纸。如根据片材特性选择加工粗糙度,PVC、PS、PET成份的片材,可以使用较细600~800CW砂纸,PP成份的片材,可以粗点在240~320CW砂纸。如果可以晒出有规律性的花纹最好。